
| 切断機 | 小型
中型
大型
薄物専用 | 2台
4台
2台
1台 |
| バック測定機 | 750mm | 7 |
| プレス | 刃切 | 4 |
| 帯鋸溶接機 | TIG(自動)
プラズマ(自動)
TIG
アーク | 2
1
3
1 |
| 帯鋸巻取機 | | 2 |
| 焼戻機 | 2000w | 2 |
| 目立機 | 100型
150型
200型 | 2
1
20 |
| サイド研磨機 | 200型
250型 | 5
1 |
ステライト
自動溶着機 | 200
250 | 1
2 |
| 自動歪取機 | | 1 |
| ロール機 | 200
250 | 6
1 |
| 自動ヒート機 | | 2 |
| 帯鋸洗浄機 | | 1 |
| 自動アサリ出機 | バチアサリ
フリ分け | 1
1 |
ホラゾン砥石
自動形成機 | 自社製 | 2 |
| 硬度計 | ショアー
ロックウェル | 1
1 |
| 集塵機 | 小〜大 | 12 |
| 段ボール結束機 | | 2 |
| コンプレッサー | | 2 |
ロータリー
コンプレッサー | | 2 |
| フォークリフト | 2.5t | 1 |
| トラック | 1t
1.5t | 1
2 |
| ライトバン | 300k | 1 |
| ホイスト | 70kg〜500kg | 8 |
|
1.歯切りと抜き加工
|
 |
|
帯状の鉄またはステンレス材から鋸歯を打抜き加工します。
厚さは0.4mmから1.45mm、幅16mmから203mmまで対応します。
その他、窓穴加工やスリバーソー加工もできます。 |
|
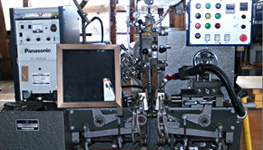
2.切断
|
 |
|
帯状にするため、歯切り加工済みまたは加工前の材料を裁断します。
切断はエアー式シャーリング加工機で行います。
精密な帯鋸をつくるために高精度の裁断技術が必要です。 |
|
3.溶接
|
 |
|
裁断した鋸をエンドレスの帯状にするために接合します。
当社は自動TIG溶接機を2台保有していますが、より精密な溶接に欠かせないプラズマ溶接機も所有しています。 |
|
4.焼き戻し
|
 |
|
溶接後の帯鋸の接合部分を自動で焼き戻し加工します。
これは溶接部分が熱により変性するため、素材本来の硬度に戻さなければなりません。
これにより、帯鋸全体が安定した品質になります。 |
|
5.接合仕上げ
|
 |
|
溶接した接合部分は若干歪んだ状態になっています。これを均一な形状にするための工程です。
機械加工だけでなく、手作業も必要な箇所です。 |
|
6.腰入れ(ロールテンション)
|
 |
|
帯鋸が円状になり、プーリーにかける状態になりますが、熱膨張の関係で安定した走行ができませんので、加熱して腰を入れる(ヒート腰入れ)やロール腰入れ加工を行います。
同時に歪を取り、歯の背部をロール加工し(背盛) 、走行の安定性を高めます。
写真は自動歪取り機です。 |
|
7.ステライト溶着
|
 |
|
歯先の耐摩耗を高めるために、ステライトと呼ばれるコバルト系金属を自動溶着します。
この加工により、切削可能時間が数倍伸びます。 |
|
8.研磨
|
 |
|
通常は3〜4工程程度ですが、当社では品質を高めるために、粗摺りから仕上げまで6工程の加工を致します。
最後はボラゾン砥石で仕上げます。 |
|
|